Шитье нитками в полиграфии. Брошюровочно-переплетные операции. Швейно-клеевое скрепление книжных блоков
Прежде чем заняться шитьем блока, выберем способ шитья. Издавна считалось, что самые лучшие результаты дает шитье на шнурах, несколько хуже получаются результаты при шитье на тесьму, а шитье на марлю можно выполнять лишь при наличии значительного опыта работы в этой области, так как блоки могут получаться слабыми, с неровными корешками. Так или иначе, многие переплетчики связывают операцию «шитье книжного блока» с обязательным наличием переплетного станка, вернее, той его части, которая предназначена для сшивки тетрадей в блок. Приспособление для выполнения шитья блока легко выполнить в домашней мастерской (рис. 6). Оно позволяет вести любой вид шитья.
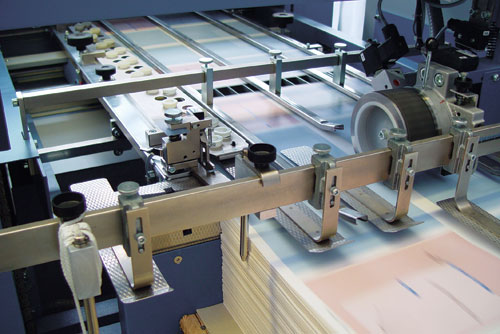
Рис. 6. Сшивное устройство (фрагмент переплетного станка)
Схема шитья на шнуры показана на рис. 7, а. Для шитья на шнуры необходимо выровнять все тетради книжного блока по корешку и верхнему обрезу, разметить корешок под шитье и сделать в нем пропилы под шнуры такой глубины, чтобы шнуры по всему своему диаметру были утоплены в корешковой части блока заподлицо. Пропилы следует делать одинаковой глубины, что легче всего выполнить, применяя для работы специально сделанные для этой цели металлические шаблоны, располагаемые по обе стороны книжного блока н сжимаемые двумя струбцинами. Неплохо перед пропилкой корешковой части «осадить» тетради блока при помощи тонкой металлической линейки, вводимой в середину каждой тетради и прижимаемой ребром к внутреннему сгибу тетрадей.


Рис 7. Схемы шитья тетрадей в книжный блок: а - шитье на шнуры; б - шитье на тесьму; в - шитье на марлю; г - шитье с последующей оклейкой марлей; д - шитье втачку; е - сшивка отдельных тетрадей и разметочный шаблон
Крайние пропилы, через которые не проходит шнур, выполняют лобзиком или прорезают ножом.
Указанный способ применяется лишь при шитье блока с приклейными форзацами (об этом речь пойдет ниже).
Обычно в литературе для шитья блока на шнурах рекомендуют шитье в две тетради. Этот способ довольно прост, но дает не очень прочное соединение тетрадей блока. Поэтому будет лучше, если, применяя тонкие прочные нитки (лучше шелковые или капроновые, но пригодны иобычные катушечные нитки № 10 или № 20), шить тетради на шнуры в соответствии со схемой (рис. 7, а).
В любом случае начинают шитье с первой тетради. Если выбрана конструкция книжного блока с приклейными форзацами, то можно считать, что все тетради книжного блока уже готовы для шитья, то есть в корешках тетрадей выполнены прорези для входа и выхода сшивной нити. При установке на первую и последнюю тетради прошивных форзацев их корешковые части не прорезаются, а прокалываются иглой с нитью или шилом до начала шитья в соответствии с разметкой под пропилы корешковой части книжного блока.
Уложив первую тетрадь нанижнюю плиту приспособления для шитья «лицом» вниз, введем иглу с ниткой в крайнюю прорезь в корешке тетради (или в соответствующее ей отверстие при приклейном форзаце), предварительно сделав на конце двойной сшивной нити узелковую петлю. Игла вводится с наружной части корешка и выводится в первую прорезь для шнура изнутри тетради, после чего, обойдя шнур снаружи, направляется вновь в ту же прорезь, а затем пропускается таким же образом через вторую и последующие прорези. Расположение шнуров на сшивном приспособлении должно в точности соответствовать расположению прорезей в корешке сшиваемого блока, а натяжение шнуров следует отрегулировать так, чтобы они не провисали, а были достаточно упругими. Традиционно в качестве шнуров используют крученую пеньковую веревку или шпагат, состоящую из 3–5 пряжей, но при отсутствии ее можно применять и хлопчатобумажный шнур, скрученный из отдельных нитей, однако прочность и долговечность шитья на нем ниже, чем на пеньковом шпагате. При необходимости готовые шнуры заменяют пучками суровых швейных нитей, проклеенных крахмальным клейстером. Диаметр пучка 1,5–2 мм.
Игла с нитью, вышедшая из последней прорези первой тетради наружу, направляется в соответствующую ей прорезь второй тетради, которая укладывается на первую. Дальнейшее шитье второй тетради будем вести так же, как и первой. После выхода нити из крайней прорези второй тетради введем иглу с нитью в начальную петлю нити и аккуратно, чтобы не прорезать сгибы тетрадей, натянем нить как первой, так и второй тетрадей, после чего продолжим шитье третьей тетради, при шитье которой (и всех последующих) сшивную нить необходимо постоянно натягивать. Когда нить выйдет из последней прорези третьей тетради, следует обеспечить скрепление ее со второй тетрадью. Для этого иглу направим со стороны корешка в сторону обреза наискось между первой и второй тетрадями под нитку, соединяющую их. Лучше это делать ушком иглы вперед, чтобы не испортить корешковую часть тетрадей. Проверив натяжение нити, можем приступить к пришиванию четвертой и последующих тетрадей. Заканчивая шитье, оплетите несколько раз нитью один из крайних швов и снимите сшитый блок со сшивного устройства. Обрежьте концы шнуров так, чтобы с обеих сторон блока оставались их «хвостики» длиной по 15–20 мм.
Прошитый блок со стороны корешка промажьте клеем и положите под пресс до полного высыхания.
Шитье на тесьму мало чем отличается от шитья на шнуры. Разница в том, что при шитье на тесьму не требуется пропиливать тетради блока, а шитье производят так, чтобы тесьма не прошивалась нитками. Схема шитья на тесьму показана на рис. 7, б.
При шитье на марлю, как это видно на рис. 7. в, тетради пришиваются к марле. Во всех случаях корешок блока после шитья должен быть проклеен и пропрессован до полного высыхания, как было описано выше. Для удобства шитья на тесьму и на марлю рекомендуется сделать из картона шаблон-линейку, на которую следует нанести метки входа и выхода иглы с нитью через корешки тетрадей. С помощью такого шаблона можно разметить тетради изнутри по сгибу, нанеся точки будущих проколов тетрадей блока иглой.
Имейте в виду, что марля, используемая для переплетных работ, призвана обеспечить ее только прочность скрепления тетрадей блока, но и возможность длительного пользования книгой, для чего нити основы марли, как наиболее прочные, располагают поперек корешка блока. Расположение нитей основы нетрудно определить: вдоль основы марля разрывается с приложением меньших усилий, чем поперек ее. Ширину марлевой полосы для шитья блоков следует брать на 25–30 мм меньше высоты книжного блока.
Иеще один совет: если при шитье блока придется надвязывать сшивную нить, сложите концы прежней и новой нитей и свяжите их одним узлом на манер обычного портновского узла при шитье иглой вручную. Двойной узел при связывании нитей, особенно скользких, не применяйте, так как при натяжении нити он развяжется.
Перечисленные выше способы шитья книжных блоков из тетрадей являются классическими разновидностями шитья внакидку. Как видно из сказанного, они требуют применения приспособления для шитья. Однако в случае отсутствия последнего проводят сшивание тетрадей в блок без такого приспособления.
Выровняв книжный блок по корешку и верхнему обрезу, его зажимают с помощью струбцины и размечают корешок блока по линейке или с помощью шаблона, то есть наносят на корешок (перпендикулярно ему) пары параллельных линий с расстоянием 20–25 мм между ними. Для книг высотой менее 20 см достаточно двух пар, при большой высоте - трех-четырех.
Затем возьмите вдвое сложенную нить (длина ее на 10–15 см больше числа тетрадей, умноженного на расстояние между парой параллельных линий разметки корешка), заправьте ее так, чтобы на длинном конце двойной нити находилась петля (середина сложенной вдвое одинарной нити), и раскрыв на середине первую тетрадь 1 (рис. 7, г), введите иглу снаружи корешка в точку 1 , оставив за корешком петлю нити. Выведенную через точку 2 иглу с нитью направьте в точку 3 следующей (второй) тетради II, раскрытой на середине. Иглу с нитью, выпущенную на второй тетради через точку 4 , заведите в петлю, торчащую из прокола 1 . Осторожно, чтобы не прорезать фальца корешка, натяните нить, фиксируя тем самым сшивку двух первых тетрадей, после чего введите иглу в точку 5 тетради iiiи, выведя ее через точку 6 , зафиксируйте стежок, заведя нить между первой и второй тетрадями под соединяющий их стежок 2 -3 , после чего иглу введите в точку 7 тетради iv и т. д. Закончив шитье первого ряда стежков, зафиксируйте конец нити, обвязав его двумя-тремя узлами вокруг стежков, идущих поперек корешка, и приступайте к шитью тетрадей по следующему ряду разметки. Сшитый блок промажьте клеем по корешку и запрессуйте его до полной просушки.
Книги, имеющие широкие поля, а также комплекты газет или листы машинописи, можно переплести методом шитья втачку (то есть вдоль корешковой части блока), как это показало на рис. 7, д. Выровняв блок по корешку и верхнему обрезу, его проклеивают по корешку и запрессовывают до полной просушки. Желательно оклеить корешок тканевой или марлевой лентой с заходом на первую и последнюю тетради блока лент ткани шириной около 10 мм. Отступив 5 мм от корешковой части блока на линии, параллельной корешку, сверлят нечетное число отверстий диаметром около 2 мм (или прокалывают их шилом), равномерно расположенных на расстоянии 25–30 мм друг от друга по всей высоте блока. Сверление лучше производить, зажав корешковую часть блока между двумя фанерками, что убережет блок от вырывов бумаги при выходе сверла из толщи блока. Через полученные отверстия прошейте суровой ниткой блок (рис. 7, д), а концы нити, натянув ее, свяжите между собой.
Следует предупредить, что сшитый таким образом блок неудобен для пользования: он плохо раскрывается.
При шитье книг, обрезка которых нежелательна, рекомендуется способ предварительной прошивки тетрадей с последующим их соединением в блок (рис. 7, е).
В этом случае с помощью шаблона-линейки, совместив риску а с верхним обрезом тетради, размечают стежки будущего шитья так, чтобы на каждой тетради было по шесть стожков. Два стежка, помеченных на шаблоне цифрами 1–2 и 3–4 , делаются меньше остальных, помеченных буквами а - з . Расстояния между стежками желательно делать меньше длины самих стежков. Точки а из должныотстоять oт верхнего и нижнего обрезов блока на 25–30 мм.
Сначала сшиваются тетради - каждая в отдельности - через проколы в сгибах тетрадей 1–2 и 3–4 . Шитье надо производить двойной тонкой ниткой и фиксировать второй стежок узлом. Нитка отрезается так, чтобы около узла оставался «хвостик» длиной 6–8 мм. Сшитые тетради укладывают в стопу, выравнивают сталкиванием, запрессовывают и проклеивают по корешку. Оставленные после прошивки тетрадей «хвостики» нитей следует равномерно распределить по промазанному клеем корешку блока. Если на обработанный подобным образом корешок блока наклеить марлю, то после высыхания клея блок можно прошить в соответствии с разметкой, как это показано на рис. 7 г., не опасаясь, что отдельные листы тетрадей изменят свое положение в блоке.
Особо следует сказать о шитье книжных блоков, выполненных бесшвейным способом. Заметим, что знание приемов такого шитья полезно и при изготовлении книжных блоков из листового материала, например из машинописных листов.
Шитье бесшовным способом начинается либо с очистки от остатков клея прикорешковых частей титульного и последнего листов книги (если блок книги цел), либо с укладки всех листов книги в ровную стопу. Затем приклеивают по корешковому полю первые и последние 3–5 листов книги друг к другу, нанеся вдоль корешка полоску клея по внутреннему полю шириной 3–4 мм, после чего зажимают блок струбциной корешком наружу так, чтобы за ее пределами выступала кромка корешка шириной около 4 мм (рис. 8).

Рис. 8. Подготовка блока с бесшвейным креплением корешка к переплету

Рис. 9. Схема укрепления бесшвейного корешка: 1–2, 3–4 - пазы, образующие «ласточкин хвост»
Мелкой наждачной бумагой обрабатывают корешок книжного блока, удаляя с него остатки бумажной обложки (до клеевого слоя) или создавая гладкую поверхность корешка, если речь идет о листовом материале. Ножовкой с мелкими зубьями (удобно пользоваться шлицовкой) пропиливают пазы в корешке блока под углом 45° к его основанию на глубину 3–4 мм. Пазы - парные типа «ласточкин хвост» распределены по корешку равномерно (рис. 9). Обычно 3–4 пар пазов бывает достаточно. Расстояние между пазами пары по корешку не превышает 25–30 мм, а крайние пропилы должны отстоять от верхнего и нижнего обрезов блока не менее чем на 15 мм.
Обмотку «ласточкиных хвостов» начинают с паза 1 первой пары пропилов. Обмотку ведут прочной нитью (лучше капроновой), укладывая ее виток к витку с достаточным натягом (всего нужно 2–3 витка). Не обрывая нити, делают столько же внтков, используя вторую пару пропилов, и т. д. В последнюю пару пазов укладывают на 1–2 витка больше, чем в предыдущие, и, не обрывая нити (она уже будет проходить по противоположной стороне книжного блока), возвращаются к первой паре пазов, поочередно наматывая на каждый «ласточкин хвост» блока по 1–2 витка. Конец и начало нити, находящиеся в пазе 1 , завязывают узлом, стараясь, чтобы он оказался внутри паза.
Остается проклеить корешок блока, следя за тем, чтобы клей попал в пазы и хорошо пропитал нити, находящиеся в них. Если пазы получились слишком широкими, в них закладывают отрезки пропитанной клеем пеньковой или хлопчатобумажной бечевки (шнура), обеспечивая надежность корешка блока. Опыт переплетчиков-любителей и самих авторов показал, что подобные книги раскрываются лучше, чем шитые втачку.
К готовому книжному блоку необходимо приклеить форзацы, без которых нельзя соединить блок с крышками переплета. Форзацы приклеивают к первому листу первой и последнему листу последней тетради блока. Заметим, что форзацы должны иметь долевой раскрой, то есть долевое направление волокон бумаги форзаца должно совпадать с его корешковым сгибом. Для определения направления волокон смачивают водой небольшой участок бумаги: в долевом направлении бумага мало деформируется, а в поперечном становится волнистой.
В современных книгах применяют три типа форзацев.
Чаще всего встречается приклейной форзац (рис. 10, а), представляющий собой сложенный вдвое лист бумаги. Высота форзаца равна высоте блока книги, а ширина - двойной ширине тетради блока. Для присоединения форзацев к тетрадям вдоль корешкового сгиба форзаца наносят полоску клея шириной 3–4 мм и приклеивают к корешковому полю соответствующей тетради так, чтобы сгиб форзаца был вровень с корешковым полем тетради или корешковым обрезом блока книги. Если же последовать совету многих пособий по переплетному делу и присоединить форзац на расстоянии 3–4 мм от корешка блока, то после вставки блока в переплетные крышки, форзац может оказаться разорванным при первом же открывании книги!
В книгах большого объема используются приклейной форзац с окантовкой, которая увеличивает прочность приклейного форзаца (рис. 10, б). В этом случае после приклейки форзаца к тетради блока корешковая часть тетради окантовывается полоской ткани или прочной бумаги шириной около 15 мм, густо смазанной клеем. Полоска окантовочного материала приклеивается так, чтобы она на 3–4 мм одним своим краем заходила на внутреннюю сторону тетради, огибала корешок тетради и большей своей частью заходила на приклейной форзац. Длина окантовочного материала равна высоте блока.
Издания, рассчитанные на длительное хранение и частое использование, обычно снабжают составным форзацем с фальчиком (рис. 10, в). Форзац состоит из двух листов бумаги: лист 1 имеет ширину на 5–6 мм меньше ширины тетради, а лист 1 - на столько же шире ее. Фальчик 4 делают из хорошо накрахмаленной ткани, ширина его около 15 мм. Длина фальчика и высота листов форзаца равны высоте тетради2 книжного блока.
Сборку этого форзаца удобно производить в такой последовательности. Складывают листы форзаца лицевыми сторонами друг к другу так, чтобы узкий лежал поверх широкого, а корешковая часть широкого листа выступала из-под корешковой части узкого на 3–4 км. Узкий лист накрывают листом вспомогательной бумаги с отступом от корешковой части узкого листа на 3 мм. Выступающие из-под вспомогательной бумаги края двух листов форзаца смазывают клеем, убирают вспомогательный лист бумаги и сталкивают обе половинки форзаца на боковой обрез, противоположный корешку. Сверху накладывают фальчик, выравнивая его по границе клеевой полосы узкого листа, и тщательно протирают его в местах приклейки к листам форзаца. Форзац прикладывают к тетради, выровняв его по боковому обрезу, смазывают выступающую часть фальчика вдоль корешка на 5 мм и приклеивают его к внутренней стороне тетради, аккуратно загнув и притерев его.



Рис. 10. Конструкции форзацев. а - приклейной форзац; б - приклейной форзац с окантовкой; в - составной форзац с фальчиком; 1–1 - форзац; 2 - тетрадь блока; 3 - клеевой слой; 4 - окантовка
После прикрепления форзацев проклеенные корешки книжных блоков необходимо оклеить марлей с таким расчетом, чтобы на форзацы со стороны корешка блока заходили края марли по 15–20 мм. Если блок шился на тесьму, концы тесьмы длиной 15–20 мм приклеиваются к внешним листам форзацев. Концы шнуров (при шитье на шнуры) перед подклейкой к форзацам необходимо растрепать и расплющить, для чего можно воспользоваться обыкновенным шилом, но лучше изготовить специальный инструмент - растрепку. Она представляет собой тонкую стальную пластинку толщиной 0,5–1 мм, в которой сделаны косые прорези (чертеж растрепки будет дан ниже). Кончик шнура захватывается в прорезь и на поверхности пластины при помощи иглы или шила растрепывается веерообразно или расплющивается молотком.
После оклейки марлей корешка книжного блока его следует высушить под прессом. Для предохранения проклеенных мест от прилипания к рабочим поверхностям пресса или струбцины воспользуйтесь, прокладками из парафинированной бумаги или полиэтилена.
Операция предусматривает скрепление отдельных тетрадей в блок последовательным прошиванием каждой тетради с одновременным прикреплением ее к ранее сшитой части блока в результате перехода нитей из одной тетради в другую.
Требования к качеству шитья нитками
Допуски на отклонение и вариацию определяются в соответствии с последней редакцией ГОСТ’а 5773-90 «Издания книжные и журнальные. Форматы» и ОСТ’а 29.124-94 «Издания книжные. Общие технические условия»
- В сшитом полном блоке должно быть полное количество доброкачественных тетрадей данного издания, расположенных в порядке следования сигнатурных номеров, верхними краями в одну сторону.
- Вид шитья, количество стежков и их размер соответствуют указаниям технологической карты наряда.
- В книжном блоке нет «обшивок», т.е. не прошитых листов, из-за неправильного раскрывания тетради (не вразъем).
- Крайние пары тетрадей книжного блока прочно и аккуратно склеены между собой по корешку (без попадания клея на страницы и склеивания их между собой)
- Между сшитыми книжными блоками по одному холостому стежку. При шитье книжных блоков на марле холостой стежок располагается между последней тетрадью и марлевой петлей. Не допускаются холостые стежки между тетрадями книжного блока, образовавшиеся из-за опоздания с накладом тетради.
- Тетради и форзацы книжного блока чистые и не поврежденные.
- Утолщение корешка после шитья должно быть минимально возможным.
- Во избежание последующего затека клея внутрь тетрадей отверстия от проколов должны быть минимально возможными
Предельные отклонения при шитье нитками (мм):
| Головочные и корешковые сгибы тетради книжного блока находятся на одном уровне и лежат соответственно в одной плоскости | Недоталкивание и втяжка единичных тетрадей не более 1 |
| Расстояние от крайних стежков до головочного и нижнего краев сшитого книжного блока одинаково | Не менее 15 и не более 30 |
| Книжный блок сшит прочно: тетради прошиты всеми стежками, нитки стежков равномерно стянуты и не повреждены (не оборваны, без спущенных петель) | Смещение проколов от сгиба тетрадей не более 0,5 |
| Книжный блок сшит плотно. Плотность корешка сшитого блока равна плотности корешка утвержденного эталонного блока. Петельные швы на корешке блока не образуют утолщений |
По толщине: при объеме блока до 320 стр. – 1,5-2,5 при объеме блока свыше 320 стр. – 3,5 |
- Общие сведения брошюровочно-переплетных процессах
- История развития брошюровочно-переплетных процессов
- История развития брошюровочно-переплетных процессов - страница 2
- Развитие полиграфической техники в Советском Союзе
- Основные понятия о бумажных и печатных листах
- Основные виды бумаг
- Бумажные и печатные листы
- Лист для фальцовки и его элементы
- Сталкивание листов
- Требования, предъявляемые к листовой продукции
- Верные стороны отпечатанных листов
- Сталкивание листов
- Разрезка листов и применяемое оборудование
- Общие сведения о разрезке листов на одноножевых бумагорезальных машинах
- Принцип работы одноножевых бумагорезальных машин и факторы, влияющие на процесс резания
- Работа на одноножевых бумагорезальных машинах
- Работа на одноножевых бумагорезальных машинах - страница 2
- Работа на одноножевых бумагорезальных машинах - страница 3
- Новые модели одноножевых бумагорезальных машин
- Фальцовка листов и применяемое оборудование
- Общие сведения о фальцовке листов
- Общие сведения о фальцовке листов - страница 2
- Фальцовка листов вручную
- Фальцовка листов на машинах
- Работа на ножевых фальцевальных машинах (БФА-2)
- Работа на ножевых фальцевальных машинах (БФА-2) - страница 2
- Работа на кассетных фальцевальных машинах
- Работа на кассетных фальцевальных машинах - страница 2
- Сравнительная характеристика ножевых и кассетных фальцевальных машин
- Прессование сфальцованной продукции
- Общие сведения о фальцовке листов
- Дополнительные элементы тетрадей, их изготовление и применяемое оборудование
- Виды приклеек и их изготовление
- Виды форзацев и их изготовление
- Приклейные форзацы
- Прошивные форзацы
- Пришивные форзацы
- Приклейка форзацев и иллюстраций к тетрадям
- Работа на автомате БПА
- Окантовка форзацев и тетрадей на станках
- Комплектовка блоков и применяемое оборудование
- Комплектовка блоков вкладкой
- Комплектовка блоков подъемкой
- Комплектовка блоков на листоподборочной машине ЛП
- Листоподборочные машины различных моделей, применяемые на производстве
- Прессование книжных блоков и применяемое оборудование
- Назначение и виды прессования книжных блоков
- Оборудование для общего обжима блоков
- Оборудование для местного обжима блоков
- Скрепление тетрадей в блок
- Скрепление тетрадей в блок при помощи шитья
- Скрепление тетрадей в блок бесшвейным способом
- Шитье проволокой и применяемое оборудование
- Шитье блоков проволокой втачку
- Шитье блоков проволокой внакидку
- Шитье блоков проволокой вразъем
- Работа на машине БШП-4
- Работа на многоаппаратной проволокошвейной машине ПШ-4м
- Работа на вкладочно-швейной машине ВШ-1
- Работа на вкладочно-швейной машине ВШ-1 - страница 2
- Новые агрегаты для изготовления брошюр
- Шитье нитками и применяемое оборудование
- Виды шитья нитками
- Образование стежков на ниткошвейных машинах
- Установка отдельных деталей швейного аппарата при различных видах шитья
- Работа на ниткошвейной машине НШ-2
- Работа на ниткошвейной машине НШ-2 - страница 2
- Работа на ниткошвейных автоматах БНА и АНШ
- Работа на ниткошвейных автоматах БНА и АНШ - страница 2
- Бесшвейное скрепление блоков и применяемое оборудование
- Виды бесшвейного скрепления блоков
- Оборудование для бесшвейного скрепления блоков
- Крытье брошюрных блоков обложкой и применяемое оборудование
- Виды крытья брошюрных блоков обложкой
- Крытье блоков обложкой вручную
- Работа на машине для крытья блоков обложкой
Виды шитья нитками
Швейное скрепление книжных и брошюрных блоков нитками за последние годы почти вытеснило шитье проволокой, которое имеет много существенных недостатков.
Для целого ряда полиграфической продукции предусмотрено только шитье нитками и никакой другой вид скрепления не допускается. Объясняется это тем, что шитье нитками всегда обеспечивает хорошую раскрываемость изданий и прочное скрепление всех тетрадей в блоке, дает возможность прессовать сшитые блоки, подвергать их полной обработке на блокообрабатывающих агрегатах и тем самым добиться высокого качества продукции.
Существует много различных видов скрепления блоков нитками, так же как и при шитье блоков проволокой, шитье нитками может быть выполнено как по фальцу корешка тетради, так и по самому корешковому полю. Шитье нитками по фальцу тетради может быть потетрадным или поблочным. Первый способ применяется для блоков, скомплектованных подъемкой, а второй - для блоков, скомплектованных вкладкой.
Шитье блоков нитками по корешковому полю аналогично шитью проволокой втачку, так как при этом стежки прошивают блок по всей его толщине.
По характеру образования и закреплению стежков швейное скрепление делится на следующие основные виды: 1) шитье петельным стежком, 2) шитье узловязальным стежком, 3) шитье челночным стежком.
Все перечисленные виды стежков можно получить только на специальных ниткошвейных машинах.
Следует отметить, что в отличие от шитья проволокой шитье нитками можно выполнять как на машинах, так и вручную, но при этом будут получаться несколько иные стежки. Шитье вручную применяется крайне редко, в основном при ремонте старых книг, скреплении различных архивных документов и т.д.
Ниже приводится схема основных типов стежков при шитье нитками на машинах.
Шитье нитками по корешковому полю может быть выполнено челночным или узловязальным стежком. Этот вид шитья применяется крайне редко, поскольку ему присущи все недостатки шитья втачку. Кроме того, оборудование, необходимое для данного шитья, отечественными заводами не выпускается.
Шитье через фальц тетради, петельным стежком при потетрадном скреплении блоков в настоящее время имеет самое широкое распространение. Поблочное скрепление через фальц тетради осуществляется только узловязальным стежком и возможно лишь для блоков, скомплектованных вкладкой.
Потетрадное шитье нитками может быть брошюрным или переплетным. При брошюрном шитье в качестве скрепляющего материала используются только нитки, а при шитье под переплет - нитки и марля.
Для шитья применяют хлопчатобумажные нитки № 30 и капроновые нитки № 18-к, последние обеспечивают более прочное скрепление блока и уменьшают утолщение в корешке. Поэтому капроновые нитки рекомендуется использовать при шитье объемных блоков (свыше 480 стр.), а также для изданий, рассчитанных на длительный срок пользования. Хлопчатобумажные нитки № 30 используют при скреплении брошюрных и книжных блоков массовых изданий среднего объема.
При переплетном шитье в качестве корешкового материала используется полиграфическая марля марки НШ.
Размеры марлевой полоски для каждого блока зависят от высоты необрезанного блока и его толщины (объема), а именно высота полоски марли должна быть меньше высоты блока на 3,5 см, а ширина - больше толщины блока на 4 см. Это необходимо для того, чтобы по краям блока оставались концы марли (по 2 см с каждой стороны), что повышает прочность скрепления блока с переплетной крышкой.
Брошюрное шитье нитками петельным стежком применяется для скрепления брошюрных и книжных блоков. Поскольку при брошюрном шитье не используется корешковый материал, то этот вид шитья стали применять для книжных изданий лишь с внедрением на полиграфических предприятиях различных блокообрабатывающих агрегатов, обеспечивающих хорошую обработку корешка блока только при отсутствии марли.
Все стежки располагаются внутри тетради по фальцу и поэтому называются внутренними стежками. Конец стежка в виде петли выводится на внешнюю сторону корешкового фальца тетради и проводится через предыдущую петлю, в результате на корешке блока образуется петельный шов, скрепляющий тетради между собой.
В зависимости от расположения внутренних стежков относительно друг друга в двух смежных тетрадях блока различают два вида брошюрных стежков: простой и переставной.

Простые брошюрные стежки располагаются в смежных тетрадях один под другим и равны между собой. Такой вид шитья рекомендуется применять для скрепления книжных и брошюрных блоков, состоящих из 32-страничных тетрадей. В том случае, если скрепляемый блок состоит из 16 страничных тетрадей, то предельный объем его для данного вида шитья не должен превышать 10-12 тетрадей, в противном случае произойдет заметное утолщение в корешке блока.
Для переставного брошюрного стежка характерно смещение внутренних стежков в двух смежных тетрадях относительно друг друга, что вызывает меньшее утолщение корешка и поэтому рекомендуется для многообъемных блоков.
Существует два варианта переставного брошюрного стежка. При первом варианте шитья все внутренние стежки взаимосвязаны между собой, а при втором варианте шитья такая взаимосвязь между всеми внутренними стежками блока отсутствует.
Применение того или иного варианта переставного брошюрного стежка диктуется как форматом сшиваемого блока, так и технологическими возможностями ниткошвейных машин.
Переставное брошюрное шитье с любым вариантом расположения внутренних стежков следует применять для брошюрных и книжных блоков объемом более 10-12 тетрадей (16 страничных).
Переплетное шитье нитками. Шитье блоков нитками переплетным стежком выполняется всегда на корешковом материале, основное назначение которого - не только обеспечить более прочное скрепление тетрадей между собой, но и повысить прочность скрепления книжного блока с переплетной крышкой.
Для более надежного прикрепления корешкового материала к блоку, кроме внутренних стежков, необходимы и внешние стежки, расположенные на поверхности корешка блока, т.е. на корешковом материале. Внешние стежки переходят из одной тетради в другую с некоторым смещением, образуя ломаную линию. Такое смещение обеспечивает нужную длину внешнего стежка, а следовательно, и необходимую прочность скрепления корешкового материала с блоком.
Существуют две основные разновидности переплетного шитья нитками: простой переплетный стежок и переставной переплетный стежок (рис. 78).

Простой переплетный стежок характеризуется обязательным наличием как корешкового материала, так и внешних стежков. Внутренние стежки расположены в двух смежных тетрадях так же, как и при простом брошюрном шитье, но будут иметь разные размеры: в одной тетради внутренние стежки будут короче стежков другой тетради.
Разница в величине внутренних стежков смежных тетрадей будет соответствовать размеру внешнего стежка. Следует отметить, что при шитье под переплет, стежки, расположенные в начале тетради (у головки), не имеют внешнего стежка и называются концевыми или головными стежками.
Простой переплетный стежок применяется для изданий средних и больших объемов, скомплектованных из 32-страничных тетрадей, а также для блоков, скомплектованных из 8 и 16-стра-ничных тетрадей, объемом соответственно не более 10 и 20 тетрадей. Эти условия следует обязательно соблюдать, так как в противном случае у блоков, скомплектованных из тонких тетрадей простой переплетный стежок вызовет значительное утолщение корешка, что будет мешать дальнейшей обработке блока.
Переставной переплетный стежок, так же как и простой переплетный, характеризуется наличием корешкового материала и внешних стежков. При этом все внутренние стежки равны и расположены в тетрадях блока в шахматном порядке также, как и при переставном брошюрном шитье.
Концевой стежок не всегда располагается в головке. Если в од-нон тетради он будет находиться в головке, то в следующей - у нижнего корешкового края. Независимо от расположения концевые стежки не имеют внешнего стежка.
Переставной переплетный стежок рекомендуется применять для шитья любых книжных изданий, так как он почти не утолщает корешок и обеспечивает прочное скрепление тетрадей, поэтому этот вид стежка обязателен для различных энциклопедических изданий.
Шитье нитками вручную. Шитье нитками вручную может быть как брошюрным, так и переплетным. В качестве корешкового материала при переплетном шитье используют марлю, тесьму, шнуры. Брошюрное шитье нитками вручную не обеспечивает достаточной прочности скрепления всех тетрадей блока, а поэтому в настоящее время не применяется.

При ручном переплетном шитье необходимая прочность скрепления достигается только вследствие использования корешкового материала. Известно несколько вариантов переплетного шитья нитками вручную, чаще всего применяется шитье на марле или тесьме.
Для скрепления корешкового материала с блоком при ручном и машинном шитье необходимы внешние стежки. При узком корешковом материале (тесьме) внешний стежок может обшивать этот материал, а при широком (марле) - прошивать его. Во втором случае скрепление тетрадей в блоке получается более прочным.
Рекомендуется начинать шитье с последней тетради блока, располагая стежки по фальцу тетради с таким расчетом, чтобы они не выходили за пределы полосы текста. Длина стежков и их число зависят от формата и назначения издания.
В некоторых случаях для того чтобы облегчить процесс шитья (при плотных сортах бумаги), по корешку блока делают несколько надрезов в соответствии с количеством стежков.
При ручном шитье можно применять как хлопчатобумажные, так и капроновые нитки, которые обеспечивают достаточно прочную затяжку стежка. Однако шитье нитками вручную очень трудоемкий и малопроизводительный процесс, который не может обеспечить одинаковой прочности скрепления всех тетрадей, поэтому в настоящее время оно полностью вытеснено шитьем на ниткошвейных машинах и автоматах и применяется только при ремонте старых книг.
В настоящее время в сегменте книг в переплете, так же как и в большинстве других сегментов рынка печатной продукции, отчетливо заметна тенденция к уменьшению тиражей. Для выполнения подобных заказов автоматические брошюровочные линии, оставшиеся на некоторых предприятиях еще с советских времен, малоэффективны, а потому можно констатировать, что постепенно формируется довольно привлекательная новая рыночная ниша - производство малых тиражей книг в переплете на полуавтоматическом оборудовании.
Изготовление высококачественных книг в переплетах с уверенностью можно назвать одной из высших ступеней полиграфического мастерства. Отличительной чертой процесса производства этого вида продукции является сложная послепечатная обработка, которая включает три основные стадии:
- изготовление книжного блока;
- изготовление переплетной крышки;
- сборка и финишная обработка книги.
Изготовление книжных блоков
Для изготовления книжных блоков из отпечатанных листов формируются тетради, которые затем подбираются в комплекты, скрепляемые швейным или бесшвейным способом.
Изготовление тетрадей
Тетради делятся на простые и составные. Первые представляют собой сфальцованный печатный лист, вторые включают дополнительные элементы: приклейки и/или вклейки.
Фальцовка
Операция фальцовки служит для формирования из отпечатанных листов (полотна) тетрадей требуемого формата и конструкции.
Число выполняемых при фальцовке книжных изданий сгибов обычно не превышает четырех, что позволяет получать 32страничные тетради, однако растущее в последние годы использование листовых и рулонных машин очень большого формата привело к тому, что были введены в обиход 48 и 64страничные тетради, имеющие пять сгибов. Число сгибов может быть ограничено в зависимости от толщины и плотности бумаги. Толстые жесткие бумаги фальцуются с меньшим числом сгибов, чем тонкие (при невозможности получения тетради требуемого формата фальцовкой применяется разрезка стопы). Мелованные бумаги обычно фальцуются не более чем в три сгиба (16страничные тетради).

Схема фальцовки зависит от соотношения формата печатных листов и формата книги, а также от требований к конструкции тетрадей. По взаимному расположению фальцев различают параллельную (каждый последующий сгиб параллелен предыдущему), перпендикулярную (каждый последующий сгиб перпендикулярен предыдущему) и комбинированную фальцовку. По расположению фальцев на листе фальцовка делится на симметричную и смещенную. В книжном производстве при получении на операционном оборудовании 8, 16, 32 и 64страничных тетрадей, как правило, используют симметричную перпендикулярную фальцовку, а при изготовлении 12 24 и 48 страничных тетрадей - комбинированную.
Предпочтительно, чтобы в сформированных в результате фальцовки тетрадях машинное направление бумаги было параллельно корешку. При таком расположении волокон фальцы имеют четкую форму при минимальных деформационных нагрузках на бумагу, что улучшает раскрываемость книги и способствует большей прочности скрепления блока. Также рекомендуется, чтобы головка тетради была закрытой, поскольку такие тетради технологичней для дальнейшей обработки (особенно в случае применения самонакладовраскрывателей).
Фальцовка может выполняться в фальцевальнорезальных модулях рулонных печатных машин или на операционном оборудовании, которое используется для обработки оттисков, полученных на листовых печатных машинах. На рулонных печатных машинах, как правило, производится крупнотиражная продукция, поэтому основным оборудованием для фальцовки средних и малых тиражей являются операционные машиныавтоматы.
Независимо от технологических характеристик фальцевальные автоматы включают следующие основные модули: самонаклад, фальцевальные секции, приемное устройство. Для транспортировки листов через секции машины служит система листопроводки. Кроме того, фальцевальные машины могут комплектоваться дополнительными технологическими узлами и модулями.
В современных фальцевальных автоматах используются два типа самонакладов: плоскостапельные и круглостапельные. Плоскостапельные самонаклады подают листы из установленной на плоском столе вертикальной стопы, а круглостапельные включают два стола: листы укладываются на верхний стол с небольшим сдвигом относительно друг друга (вроспуск), формируя каскадный поток, а нижний стол служит для подачи листов в машину. Главным достоинством круглостапельных самонакладов является возможность загрузки бумаги без остановки машины, однако при этом они имеют большие габариты и относительно небольшую емкость.
Проводка листов через фальцевальную машину выполняется роликовыми или тесемочными транспортерами. Тесемочные транспортеры имеют меньшую стоимость, чем роликовые, однако роликовые обеспечивают более стабильные условия проводки листов.

Фальцовка листа выполняется парой стальных валиков, которые обжимают согнутый лист - так называемую петлю, образуя фальц. Усилие обжима определяется расстоянием между фальцевальными валиками и зависит от толщины бумаги, числа и взаимного расположения сгибов и ориентации волокон в листе. Большее усилие требуется при фальцевании толстых бумаги, многосгибных тетрадей и при формировании сгибов поперек волокон бумаги.
В зависимости от способа формирования петли фальцаппараты делятся на два типа: кассетные и ножевые. Кассетный фальцевальный аппарат включает систему из трех валиков и кассету. Валики предназначены для подачи листа в кассету, формирования петли и фальцовки листа. Они образуют две пары: подающую и фальцевальную (один валик является общим). Кассета имеет полость для вхождения листа с ограничителемупором и устанавливается под углом к горизонтальной плоскости.
Кассетная секция может содержать несколько кассет, расположенных в шахматном порядке, которые могут использоваться для образования параллельных фальцев, в том числе для фальцовки намоткой и гармошкой.
В ножевых фальцевальных аппаратах петля образуется в результате деформации листа ножом. Глубина опускания ножа подбирается таким образом, чтобы он надежно вводил петлю между валиками, но не касался их поверхности.
Главным достоинством ножевых фальцевальных аппаратов является высокая точность фальцовки при работе с материалами различной толщины, в том числе при большом числе сгибов. Ножевые фальцаппараты компактны, однако их техническое обслуживание и ручная наладка затруднены изза плохой доступности механизмов. К существенным недостаткам ножевых фальцаппаратов относится ограниченный выбор схем фальцовки (параллельная фальцовка, как правило, невозможна) и ограниченная производительность вследствие наличия в механизме ножа, совершающего возвратнопоступательное перемещение.
Кассетные фальцевальные аппараты предлагают очень большой выбор схем фальцовки и отличаются высокой производительностью, поскольку все их механизмы либо вращаются с постоянной скоростью, либо неподвижны. Они отличаются сравнительно простой конструкцией и легко поддаются наладке. Однако точность кассетной фальцовки ниже, чем ножевой, и в большой степени зависит от толщины листа. Фальцовка в кассетных устройствах очень тонких и очень толстых бумаг, а также получение многостраничных тетрадей обычно технологически сложна или невозможна.
В настоящее время широкое распространение получили комбинированные фальцевальные машины, в которых первые фальцы формируются в кассетных секциях, а последние - в ножевых.
Фальцевальные машины дополнительно могут комплектоваться штанцевальными устройствами для разрезки, биговки и перфорации листов, клеевыми аппаратами, а также устройством шитья термонитью (см. ниже). Разрезка дисковым ножом может использоваться при изготовлении тетрадейдвойников и дает возможность увеличить коэффициент использования формата машины. Биговка и перфорация применяются для облегчения формирования фальца при работе с плотными материалами или при большом числе сгибов.
Приемные устройства фальцевальных машин формируют каскадный поток или горизонтальную стопу сфальцованных тетрадей.
Приклейка
Составные тетради представляют собой сфальцованный печатный лист, укомплектованный дополнительными элементами: форзацем, иллюстрационными вклейками, вклейками с географическими картами и т.п. Дополнительные элементы приклеиваются к тетради снаружи или вклеиваются внутрь.
Форзац - бумажная или комбинированная деталь, соединяющая и скрепляющая книжный блок с переплетной крышкой. Форзац приклеивается либо к первой и последней тетрадям блока перед подборкой, либо к подобранному и скрепленному блоку.

По конструкции и способу присоединения к блоку различают около десяти типов форзацев, однако на практике в абсолютном большинстве случаев применяется простой приклейной форзац, который при большом объеме книги может окантовываться бумагой или тканью.
Форзац изготавливается из специальной прочной на излом бумаги. При применении дисперсионного холодного клея следует использовать водостойкую бумагу. Масса форзацной бумаги должна быть тем больше, чем больше объем блока и масса бумаги блока. Раскрой форзацной бумаги обязательно должен быть долевым, чтобы фальц выполнялся по машинному направлению.

Позиция приклейки простого форзаца к тетради зависит от способа скрепления блока. При швейном скреплении форзац приклеивается в 12 мм от корешка, при бесшвейном со срезкой корешковых фальцев - не менее чем в 5 мм от корешка, при скреплении тетрадей термонитями - без отступа. Ширина полоски клея должна составлять 45 мм.
Окантовка простого приклейного форзаца может выполняться с использованием узкой бумажной или тканевой ленты в случае швейного скрепления блока. Окантовку бумажной лентой рекомендуется производить в случаях, когда объем блока превышает 400 страниц, тканевой лентой - когда объем блока более 640 страниц.
Вклейка дополнительных элементов внутрь тетради, как правило, выполняется вручную, для приклейки может применяться полуавтоматическое и автоматическое оборудование. Различают машины для приклейки форзацев (или других элементов) к тетрадям и машины для приклейки форзацев к блокам.
Автоматические машины для приклейки к тетрадям включают самонаклад тетрадей, самонаклад форзацев (или других элементов), транспортер, клеевой аппарат, устройство обжима и приемное устройство. Клей наносится на тетрадь или форзац - в зависимости от того, какой из этих элементов подается первым. После выравнивания тетради и форзаца, находящихся на разных уровнях транспортера, они подаются в валковую или ленточную секцию обжима, где выполняется склеивание. После приклейки дополнительных элементов клей должен быть высушен.
Автоматические машины для приклейки форзацев к блоку имеют подобный принцип действия - с той разницей, что одновременно осуществляется приклейка двух форзацев, для чего требуются два самонаклада форзацев, два клеевых аппарата, а транспортер должен иметь три уровня. Такие машины, как правило, агрегируются с другим оборудованием для обработки блоков, а потому не имеют собственных самонаклада блоков и приемного устройства.
Приклейка форзацев к блокам по сравнению с приклейкой к тетрадям имеет два основных достоинства: возможность точного позиционирования форзаца у корешка, что обеспечивает максимизацию прочности скрепления, и высокую производительность приклейки, поскольку оба форзаца прикрепляются одновременно. Недостатком является невозможность окантовки форзаца.
Подборка (комплектовка блока)
Книжные блоки комплектуются подборкой: тетради накладываются одна на другую в заданной последовательности. Такой способ комплектовки, в отличие от вкладки, не налагает ограничений на объем блока.
Автоматическая подборка тетрадей выполняется в подборочных машинах, основными элементами которых являются самонаклады, транспортер и выводное устройство. Современные подборочные машины строятся по линейной горизонтальной схеме: тетради последовательно подаются на стол транспортера из установленных на одной горизонтальной линии самонакладов. В настоящее время применяются в основном самонаклады с выводом тетрадей снизу стопы, поскольку такая схема обеспечивает возможность пополнения запаса тетрадей во время работы без остановки машины.
Каждый самонаклад содержит тетради определенной сигнатуры. Тетради загружаются в магазины самонакладов в последовательности от приемного устройства: в последний магазин - первая тетрадь, в предпоследний - вторая и т.п. На транспортер первой подается последняя тетрадь, затем на нее укладывается предпоследняя и так далее до полной комплектации блока. На случай, если подборочная машина не содержит достаточного числа самонакладов, может быть предусмотрена ручная подача в машину предварительно частично подобранных комплектов.
Подборочные машины могут агрегироваться с оборудованием для скрепления блоков, в частности с машинами для клеевого бесшвейного скрепления.
Скрепление блоков
Основными способами скрепления книжных блоков являются шитье нитками и клеевое бесшвейное скрепление. Кроме того, интересной, хотя и не нашедшей широкого применения является технология скрепления тетрадей термонитями с дальнейшим клеевым скреплением блока.
Шитье блоков нитками
Шитье нитками - старейшая технология скрепления книжных блоков, которая использовалась еще в Средневековье при изготовлении рукописных книг. Столь долгое ее существование обусловлено тем, что шитье нитками обеспечивает наибольшую прочность и долговечность скрепления блока.
Различают поблочное и потетрадное шитье, однако в России традиционно применяется только потетрадное. К его достоинствам относятся высокая прочность скрепления блока и хорошая раскрываемость книги. Кроме того, потетрадное шитье не налагает ограничений на последующие операции обработки блоков. Главные недостатки этого способа скрепления - высокая трудоемкость и зависимость производительности шитья от объема блока: для блоков, содержащих разное число тетрадей, время скрепления различно. Эта особенность потетрадного шитья существенно затрудняет агрегирование ниткошвейного оборудования с подборочными машинами и линиями для поточной обработки блоков.
Ниткошвейные машины для потетрадного шитья делятся на автоматы и полуавтоматы. Ниткошвейные автоматы комплектуются самонакладамираскрывателями тетрадей шлейфного и бесшлейфного (перелистывающего) типов, а в полуавтоматах тетрадь раскрывается и укладывается на стол машины вручную. Правильность номера (сигнатуры) тетради может автоматически контролироваться с помощью фотодатчика.
Тетради в процессе шитья соединяются несколькими непрерывными нитями, образующими швы. Каждая нить складывается вдвое, втягивается внутрь тетради через одно отверстие и вытягивается через другое. Петли образуют цепочку, а последняя в шве петля завязывается узлом.
При потетрадном шитье блоков применяется четыре вида стежков: простой брошюрный, простой переплетный, переставной брошюрный и переставной переплетный. При переплетном шитье выполняется пришивка к блоку корешкового материала. В зависимости от числа типов поддерживаемых стежков ниткошвейные машины делятся на универсальные и специализированные.

Образование стежков происходит в результате взаимодействия швейных инструментов: проколов, игл, крючков и шиберов. Проколы формируют отверстия в фальце раскрытой посередине тетради, иглы заводят нити в отверстия, шиберы передают нити крючкам, которые выводят их наружу. Прошитая тетрадь проталкивается на приемный стол машины - к остальным тетрадям блока. После сшивания полного комплекта тетрадей для затягивания узлов и отделения блоков друг от друга выполняется холостой стежок, а затем нитка между блоками разрезается. Для дополнительного упрочнения блока крайние тетради могут склеиваться по корешку (клей наносится перед шитьем).
Следует отметить, что наибольшая прочность ниткошвейного скрепления достигается при скреплении тетрадей, имеющих не менее 16 страниц, причем настоятельно рекомендуется, чтобы все тетради имели одинаковый объем.
Поскольку ниткошвейные машиныавтоматы стоят довольно дорого, для большинства типографий, решивших оснастить участок послепечатной обработки оборудованием для шитья нитками, оптимальным выбором станет полуавтоматическая машина.
Клеевое бесшвейное скрепление
При клеевом бесшвейном скреплении (КБС) листы в блоке скрепляются клеевой пленкой. По сравнению с шитьем нитками КБС имеет следующие достоинства:
- высокая скорость;
- независимость производительности процесса скрепления от объема блока, что позволяет легко агрегировать машины для КБС с подборочным и блокообрабатывающим оборудованием;
- относительная простота и дешевизна оборудования.
Вместе с тем блоки, скрепленные клеевым способом, имеют меньшую прочность и худшую раскрываемость, чем сшитые нитками. Еще одним существенным недостатком КБС является непригодность этого способа для скрепления жестких, плохо впитывающих клей бумаг (например, мелованных).

Принято различать три способа КБС:
- без срезки корешковых фальцев;
- с частичной срезкой корешковых фальцев;
- с полной срезкой корешковых фальцев.
Идея КБС без срезки корешковых фальцев весьма привлекательна, поскольку позволяет добиться довольно существенной экономии бумаги при хорошей раскрываемости книги и отсутствии повреждения корешков тетрадей швейными инструментами. Главной проблемой КБС без срезки корешковых фальцев является скрепление листов внутри тетради. Для ее решения может применяться сшивание листов термонитями (см. ниже) или склейка листов. Склейка может выполняться как в процессе фальцовки, так и в машине КБС путем активации предварительно нанесенного термоклея. Еще одним вариантом реализации КБС без срезки корешковых фальцев является использование фальцовки «гармошкой», при которой тетради не имеют вложенных друг в друга листов. Однако добиться при такой фальцовке высокой точности совмещения корешковых сгибов чрезвычайно сложно. В настоящее время КБС без срезки корешковых фальцев применяется сравнительно редко.
КБС с частичной срезкой корешковых фальцев предполагает удаление 6080% корешковых фальцев путем перфорации корешковых сгибов, формирования шлицев или фрезерования средней части корешка на глубину до 1,5 мм. Удаление фальцев позволяет клею проникнуть к внутренним частям тетрадей, в то время как остатки фальцев способствуют прочному скреплению пар листов. При этом КБС с частичной срезкой корешковых фальцев не рекомендуется использовать для тетрадей, содержащих более 16 страниц, так как в этом случае возможно ухудшение раскрываемости книги и не достигается прочная приклейка внутренних листов тетрадей.
Перфорация фальцев может выполняться в фальцевальных машинах, а для вырубки шлицев и фрезерования требуется специализированное оборудование. Для повышения прочности скрепления блоков может применяться армирование фрезерованной части корешка ткаными или неткаными синтетическими материалами.
Наибольшее распространение в книжном производстве получила технология КБС с полной срезкой корешковых фальцев. При этой технологии блок разделяется на отдельные листы с последующим соединением их клеевой пленкой. Процесс КБС с полной срезкой корешковых фальцев включает следующие операции:
- механическое удаление корешковых фальцев;
- торшонирование - придание поверх ности корешка шероховатости;
- удаление бумажной пыли;
- нанесение клея;
- сушка клея.
Удаление корешковых фальцев выполняется c помощью специальных режущих инструментов - торцевых фрез или дисковых ножей. Минимальная требуемая глубина среза равна толщине корешка тетради, то есть тем больше, чем больше ее страничность и толщина бумаги.

В первом случае отходы имеют пылеобразный вид, а срез - сильную шероховатость, во втором - отходы представляют собой бумажную стружку, а срез характеризуется высокой гладкостью. Фрезы и дисковые ножи могут быть монолитными с впаянными зубьями или составными со съемными резцами.
Для удаления фальцев блок передвигается специальными дисками или планкамизахватами относительно вращающегося режущего инструмента. Плоскость вращения инструмента немного наклонена относительно плоскости корешка, поэтому зубцы фрезы или ножа не касаются уже обработанной части блока.
После удаления корешковых фальцев поверхность корешка блока может подвергаться дополнительной обработке с целью улучшения условия контакта листов и клея. Качество корешка после фрезерования определяется прочностью бумаги, геометрией режущего инструмента, степенью его заточки, глубиной резания, скоростью подачи блока и многими другими факторами. В идеале поверхность корешка должна быть шероховатой при высоте макронеровностей до 0,4 мм, что обеспечивает максимизацию площади контакта бумаги и клея при сохранении прочности листов - без образования надрывов. Для формирования такой поверхности применяется торшонирование с помощью торцевых инструментов: щеток, наждачных дисков и т.п. Торшонирование обязательно должно выполняться в случае срезки фальцев дисковыми ножами (при применении торцевых фрез корешки могут иметь достаточную для прочной склейки шероховатость). Дополнительная обработка корешка после срезки фальцев включает также нанесение поперечных канавок глубиной до 1,5 мм с шагом от 2 до 20 мм. Резцы для формирования канавок могут крепиться на торшонирующей головке.
В высокопроизводительных машинах КБС срезка фальцев и торшонирование, как правило, выполняются в разных секциях, в малоскоростных машинах эти секции могут объединяться.
После торшонирования корешок очищается от бумажной пыли с помощью торцевых или цилиндрических щеток.
В настоящее время для КБС применяются холодный дисперсионный клей на основе ПВА и термоклеи различного состава. Холодный клей ПВАД характеризуется хорошей проникающей способностью, хорошей адгезией к широкому диапазону бумаг, высокой эластичностью клеевой пленки, а также постоянством ее свойств во времени. Основным недостатком ПВАД является необходимость интенсивной сушки, требующей больших энергозатрат.
Термоклеи характеризуются высокой скоростью закрепления, однако по эластичности, адгезионной способности и стойкости к старению клеевой пленки они долгое время уступали ПВАД. Ситуацию изменила разработка термоклеев на полиуретановой основе (см. ст. «Полиуретановые термоклеи для бесшвейного скрепления» в КомпьюАрт № 4’2007), которые по своим характеристикам не только не уступают, но и превосходят ПВАД. В настоящее время многими западными типографиями уже накоплен успешный опыт применения клеев этого типа.
Конструкции клеевых аппаратов в современных машинах КБС весьма разнообразны. Как правило, эти аппараты имеют индивидуальный привод, обеспечивающий равенство окружной скорости вращения наносящих валиков и линейной скорости движения блока. Для регулирования толщины наносимого клея применяются ракели. Клеевой аппарат может содержать дополнительные валики или щетки для втирания и разглаживания клея. Излишки клея удаляются специальным скребком. Аппараты для нанесения термоклеев оснащаются системами регулирования температуры. Иногда, в особенности при применении полиуретановых термоклеев, такие аппараты могут иметь закрытую конструкцию.

В некоторых машинах КБС холодный клей наносится в два приема: в первой клеевой секции наносится тонкий слой жидкой композиции, которая хорошо впитывается и глубоко проникает в бумагу, а во второй - толстый слой более вязкого клея.
Для сушки холодного клея используется ИКизлучение или сверхвысокочастотные токи. Термоклей закрепляется при остывании и в принудительной сушке, как правило, не нуждается.
Дополнительной операцией после склейки блока может быть его окантовка бумажной или тканевой лентой в соответствующей секции машины КБС. Для этого специальный клеевой аппарат выполняет боковую промазку блока или окантовочной ленты. На практике находит применение как продольная, так и поперечная подача окантовочного материала, который отрезается от рулона, позиционируется на корешке и прижимается к нему.
Транспортная система машин КБС может строиться по прямолинейной, круговой (карусельной) и замкнутой прямолинейнокруговой схемам. По первой схеме строятся в основном низкопроизводительные машины, по второй - машины средней производительности, по третьей - высокопроизводительные системы.
Шитье термонитями (швейно-клеевое скрепление)
Шитье термонитями - технология, позволяющая прочно скрепить листы в тетрадях. Для шитья используется особая нить, включающая плавящуюся при нагреве составляющую. По месту будущего фальца тетради прошиваются несколькими нитяными
Побразными скобами, концы которых привариваются нагретой планкой к бумаге. После этого на фальцевальной воронке формируется последний фальц тетради. Подобранные комплекты сшитых термонитями тетрадей скрепляются в блок клеевым способом (фальцы не удаляются).
Основные достоинства шитья термонитями:
- высокая прочность скрепления, сравнимая с традиционным шитьем нитками;
- хорошая раскрываемость книг;
- высокая скорость шитья, что позволяет агрегировать оборудование для скрепления термонитями с фальцевальными машинами.
К сожалению, оборудование для шитья термонитями стоит довольно дорого и выпускается только одной фирмой - производителем полиграфических машин.
Обработка блоков
Процесс обработки скрепленных блоков может включать следующие операции:
- обжим блока;
- заклейка и сушка корешка;
- обжим корешка;
- трехсторонняя обрезка блока;
- закраска обрезов;
- кругление корешка;
- отгибка фальцев или краев;
- приклейка корешкового материала;
- приклейка ленточкизакладки;
- приклейка капталов;
- приклейка бумажной полоски.
Обязательными операциями для блоков, скрепленных нитками, являются заклейка, сушка и обжим корешка, а также трехсторонняя обрезка, остальные же операции выполняются в случае предъявления соответствующих требований к оформлению и долговечности книги. Для блоков, скрепленных клеевым способом, обязательна только трехсторонняя обрезка.
Обжим скрепленных швейным способом блоков перед заклейкой корешка выполняется с целью их калибровки по толщине. Кроме того, в процессе обжима происходит сжатие отверстий, проделанных в фальцах швейными инструментами, что предотвращает проникновение через них клея внутрь блока. Для достижения лучшей спресованности блоков в блокообрабатывающих агрегатах обжим выполняется многократно. После обжима выполняется заклейка корешка, в результате которой корешки тетрадей дополнительно скрепляются клеевой пленкой, которая придает корешку блока монолитность и прочность.
При трехсторонней обрезке блоков срезаются все фальцы, кроме корешковых, и блок приобретает окончательные геометрические размеры. Обрезка выполняется в один прием на трехножевой резальной машине или в три приема на одноножевой резальной машине. Во втором случае вначале обрезается нижний край блока, затем - головка и только после этого - передний край. При обрезке нижнего и верхнего краев блок следует укладывать так, чтобы нож вначале врезался в корешок, поскольку при этом минимизируется риск вырывания части корешка.

Закраска обрезов - операция, улучшающая внешний вид книги, - выполняется на автоматических машинах или вручную. Также существует автоматическое и полуавтоматическое оборудование для металлизации (как правило, золочения) обрезов полиграфической фольгой. В таких машинах поверхность обреза предварительно шлифуется и покрывается грунтовым лаком.
Кругление корешка - придание корешку книжного блока и его переднему обрезу округлой формы - выполняется для выравнивания блока по толщине и улучшения раскрываемости книги. В полуавтоматических машинах кругление выполняется сталкиванием в профильную колодку, в автоматических блокообрабатывающих линиях часто применяется прокатка в валиках.
Отгибка фальцев (краев) корешка блока - придание корешку грибообразной формы - способствует повышению прочности блока и прочности скрепления блока с переплетной крышкой, поскольку отогнутые фальцы создают опоры для сторонок крышки. Отгибка фальцев, как правило, выполняется с помощью профильной колодки или профильного валика.
Приклейка к корешку ленточки закладки, корешкового материала, капталов и бумажной полоски завершает обработку блока перед его вставкой в переплетную крышку. Корешковый материал и бумажная полоска служат для упрочнения блока.
В случае если блок скреплялся нитками с пришиванием полиграфической марли (переплетными стежками), приклейка дополнительной полоски корешкового материала может не выполняться.
Каптал - хлопчатобумажная, полушелковая или шелковая лента шириной до 10 мм с утолщенным краем. Каптал наклеивается на верхний и нижний края блока, чтобы дополнительно скрепить их и прикрыть зазор между корешком блока и корешком переплетной крышки.
Обработка блоков может выполняться вручную, на операционном оборудовании или на автоматических блокообрабатывающих линиях. В условиях мелкотиражного производства рациональным выбором представляется использование полуавтоматического оборудования в сочетании с ручным трудом при выполнении некоторых редких операций (например, в случае необходимости приклейки закладки).
Окончание в следующем номере
Шитье нитками самый старый способ скрепления книжных блоков, так как он применялся и для скрепления рукописных книг. В мировой практике применяют три вида шитья блоков нитками: потетрадное, внакидку и втачку. Потетрадное шитье имеет две разновидности: на марле и без марли.
Почти два тысячелетия рукописные и печатные книги сшивали потетрадно нитками тонкими сухожилиями и нитками вручную с использованием простого швейного станка (деревянной доски с П-образной стойкой на краю), позволяющего закреплять связки или тесьмы в натянутом состоянии. Технология потетрадного шитья книжных блоков была механизирована лишь в конце 19 в., в 1984 г. (фирма «Бремер», Германия) и автоматизирована в 50-х гг. 20 в. (СССР). В настоящее время шитье блоков нитками осуществляется на специализированных ниткошвейных полуавтоматах и автоматах. Специализированные машины предназначены для потетрадного шитья блоков простым брошюрным стежком Универсальные ниткошвейные машины позволяют шить блоки на марле простым и переставным переплетным стежком и без марли простым и переставным брошюрным стежком.
Для шитья используются прочные капроновые и хлопчатобумажные нитки линейной плотностью порядка 50 текс (г/км) и полиграфическая хлопко-полиэфирная марля марки «НШ» (для ниткошвейных машин). При шитье без марли листы тетрадей и тетради друг с другом скрепляются тремя-шестью стежками, число которых зависит от высоты книжного блока, а крайние тетради блока приклеиваются к соседним узкой полоской клея, чтобы предотвратить их отрыв из-за роспуска шва после разрезки нитей между блоками. При шитье на марле к корешку блока наружными элементами шва дополнительно прикрепляется широкая лента корешкового материала, служащая для надежного скрепления переплетной крышки с блоком, а между блоками делается марлевая петля, которая после разрезки, выполняемой вручную на приемном столе машины, образует клапаны корешкового материала, ширина которых может быть 18 или 22 мм в зависимости от формата и толщины блока.
Производительность ниткошвейных полуавтоматов составляет около 60 тетрадей в минуту, а максимальная техническая скорость автоматов достигает 100-130 цикл/мин. Однако даже при высокой скорости шитья трудоемкость шитья блоков, состоящих из 20 - 30 тетрадей, составляет значительную часть всех трудозатрат, необходимых на брошюровочно-переплетные процессы. Вследствие этого, в настоящее время потетрадное шитье нитками применяется преимущественно для скрепления, блоков изданий, рассчитанных на большой срок службы и (или) интенсивное пользование - собраний сочинений, энциклопедий, многообъемных словарей и справочников, учебников и др. Потетрадное шитье без марли простым брошюрным стежком применяется в основном при изготовлении изданий в переплетной крышке, если дальнейшую обработку блоков толщиной 12 - 40 мм предполагается обрабатывать на автоматизированных лоточных линиях, на которых марля приклеивается после механической обработки корешка. Этот способ шитья иногда применяют в мелкосерийном производстве многообъемных изданий в обложке при толщине блока свыше 15 мм, если другие способы скрепления нельзя применить (например, из-за отсутствия оборудования) или они не могут обеспечить требуемые значения показателей прочности, долговечности и раскрываемости изданий.
Поблочное шитье блоков нитками внакидку имеет ограниченное применение, например, в крупносерийном производстве малообъемных детских изданий в переплетной крышке. Этот способ скрепления используется в поточной линии «Де Флорес» (фирма «МакКейн», США), в которой шитье блоков выполняется швейной машиной фирмы «Зингер» (США) двухниточным цепочечным швом с длиной стежка до 2 мм.
Шитье книжных блоков нитками втачку может осуществляться на специальных машинах фирмы «Зингер» сравнительно толстыми нитками линейной плотностью порядка 100 текс. За рубежом этот способ достаточно широко применяется при изготовлении изданий, рассчитанных на большой срок службы или интенсивное пользование при выборочном чтении - учебников, справочников, энциклопедий и т.п.
-
 17 апреля 2015Как сделать макияж смоки айс - пошаговая инструкция
17 апреля 2015Как сделать макияж смоки айс - пошаговая инструкция -
 17 апреля 2015Покрытие ногтей гелем без наращивания
17 апреля 2015Покрытие ногтей гелем без наращивания -
 17 апреля 2015Один дома — как понять, что ребенок готов?
17 апреля 2015Один дома — как понять, что ребенок готов? -
 17 апреля 2015Вязаные кофточки в полоску
17 апреля 2015Вязаные кофточки в полоску





